測量或檢驗零件尺寸時,要按照零件尺寸的精度要求,選用相適應的量具。游標卡尺是一種中等精度的量具,它只適用于中等精度尺寸的測量和檢驗。用游標卡尺去測量鍛鑄件毛坯或精度要求很高的尺寸,都是不合理的。前者容易損壞量具,后者測量精度達不到要求,因為量具都有一定的示值誤差,游標卡尺的示值誤差見表2-2。
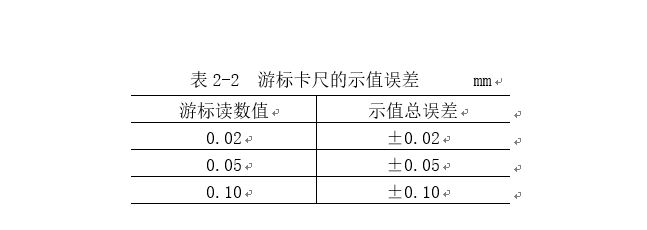
游標卡尺的示值誤差,就是游標卡尺本身的制造精度,不論你使用得怎樣正確,卡尺本身就可能產生這些誤差。例如,用游標讀數值為0.02mm的0~125mm的游標卡尺(示值誤差為±0.02mm),測量 50mm的軸時,若游標卡尺上的讀數為50.00mm,實際直徑可能是 50.02mm,也可能是 49.98mm。這不是游標尺的使用方法上有什么問題,而是它本身制造精度所允許產生的誤差。因此,若該軸的直徑尺寸是IT5級精度的基準軸 ( ),則軸的制造公差為0.025mm,而游標卡尺本身就有著±0.02mm的示值誤差,選用這樣的量具去測量,顯然是無法保證軸徑的精度要求的。
如果受條件限制(如受測量位置限制),其他精密量具用不上,必須用游標卡尺測量較精密的零件尺寸時,又該怎么辦呢?此時,可以用游標卡尺先測量與被測尺寸相當的塊規,消除游標卡尺的示值誤差(稱為用塊規校對游標卡尺)。例如,要測量上述 50mm的軸時,先測量50mm的塊規,看游標卡尺上的讀數是不是正好50mm。如果不是正好50mm,則比50mm大的或小的數值,就是游標卡尺的實際示值誤差,測量零件時,應把此誤差作為修正值考慮進去。例如,測量50mm塊規時,游標卡尺上的讀數為49.98mm,即游標卡尺的讀數比實際尺寸小0.02mm,則測量軸時,應在游標卡尺的讀數上加上0.02mm,才是軸的實際直徑尺寸,若測量50mm塊規時的讀數是50.01mm,則在測量軸時,應在讀數上減去0.01mm,才是軸的實際直徑尺寸。另外,游標卡尺測量時的松緊程度(即測量壓力的大小)和讀數誤差(即看準是那一根刻線對準),對測量精度影響亦很大。所以,當必須用游標卡尺測量精度要求較高的尺寸時,最好采用和測量相等尺寸的塊規相比較的辦法。