產品概述:
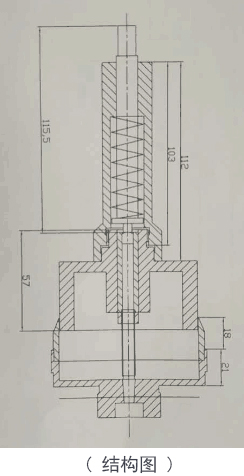
普天同創生產精細分度值和高分辨力型微分頭(螺旋測微器),不銹鋼材質,硬質合金測量面,純機械式器件。該微分頭由滑動量桿、量桿套筒、讀數內筒、讀數外筒及高精密螺紋付組成,依據螺旋放大的原理制成的,即螺桿在螺母中旋轉一周,螺桿便沿著旋轉軸線方向前進或后退一個螺距的距離。
指標參數:
測量范圍0~25㎜(最大量程25㎜)
游標分度 0.0002㎜
旋轉外筒分度 0.002㎜
位移變化讀數:
L=(a+0.001b+0.0001c)-(a0+0.001b0+0.001c0)
a—內筒毫米刻線讀數
b—外筒刻線讀數
c—游標刻線讀數
a0 b0 c0 為相應位移變化前讀數
微分測頭讀數內筒軸向刻度 0.5㎜/格
微分測頭讀數內筒游標刻度 0.0002㎜/格
微分測頭讀數外筒園周刻度 0.002㎜/格
分度值 0.0002㎜
精度 ±0.5μm
軸套外徑及測量面可滿足用戶要求定制
(注:可定制各類非標微分頭)
操作使用:
測量時,在測微螺桿快靠近被測物體時應停止使用旋鈕,而改用微調旋鈕,避免產生過大的壓力,既可使測量結果精確,又能保護螺旋測微器。
在讀數時,要注意固定刻度尺上表示半毫米的刻線是否已經露出。
讀數時,千分位有一位估讀數字,不能隨便扔掉,即使固定刻度的零點正好與可動刻度的某一刻度線對齊,千分位上也應讀取為“0”。
當小砧和測微螺桿并攏時,可動刻度的零點與固定刻度的零點不相重合,將出現零誤差,應加以修正,即在最后測長度的讀數上去掉零誤差的數值。
禁旋轉出最大量程。
維護與保養:
測量前檢查零位線是否準確
測量前需將工件的被測量面擦拭干凈;
測量前將測量桿和砧座擦干凈;
擰活動套筒時需用棘輪裝置;
不要擰松后蓋,以免造成零位線改變;
不要在固定套筒和活動套筒間加入普通機油;
用后擦凈上油,放入專用盒,置于干燥處存放。
測量范圍0~25㎜(最大量程25㎜)
游標分度 0.0002㎜
旋轉外筒分度 0.002㎜
位移變化讀數:
L=(a+0.001b+0.0001c)-(a0+0.001b0+0.001c0)
a—內筒毫米刻線讀數
b—外筒刻線讀數
c—游標刻線讀數
a0 b0 c0 為相應位移變化前讀數
微分測頭讀數內筒軸向刻度 0.5㎜/格
微分測頭讀數內筒游標刻度 0.0002㎜/格
微分測頭讀數外筒園周刻度 0.002㎜/格
分度值 0.0002㎜
精度 ±0.5μm
軸套外徑及測量面可滿足用戶要求定制
(注:可定制各類非標微分頭)